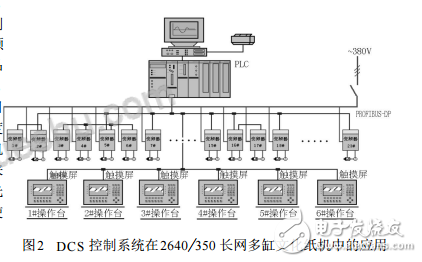
The software system of DCS can usually provide users with a wealth of functional software modules and function software packages. The control engineers use the configuration software provided by DCS to perform appropriate “assembly and connection†(ie configuration) of various functional software to generate and satisfy The control system requires various application software. (1) Software system of the field control unit The software of the on-site control unit mainly consists of software modules such as data inspection, control algorithm, control output and network communication centered on the real-time database. The real-time database plays a central role in data sharing, and each execution code exchanges data with it to store information collected in the field, control output, and intermediate results of some calculations and control algorithm structure. The data inspection module is used to collect field data and fault signals, and implement necessary digital filtering, unit conversion, compensation calculation and other auxiliary functions. The control function of DCS is generated by configuration. Different systems and different control algorithm modules are required. Usually, the following modules are involved: arithmetic operation module, logic operation module, PID control module, variant PID module, manual automatic switching module, Nonlinear processing modules, actuator control modules, and more. The control output module mainly implements the output of the control signal for fault processing. (2) Software system of the operation station The operation station in the DCS is used to complete the development, generation, testing and operation of the system. This requires the corresponding system software support, including the operating system, programming language and various tools and software. A complete set of DCS, the application software running on the operation station should be able to achieve the following functions: real-time database, network management, historical database management, graphic management, historical data trend management, database detailed display and modification, record report generation and printing, Man-machine interface control, control loop adjustment, parameter list, serial communication and various configurations. In the past, the application of automatic control in paper production was very limited, mainly focusing on the local simple instrument control of the pulping process and the electric drive control of the paper machine. A large amount of control content was realized by manual adjustment on site. Since the reform and opening up, through the introduction of foreign advanced technology and equipment, the application of automatic control systems in paper production has become increasingly widespread. The increasingly fierce competition for paper quality and price in the market has made paper companies realize the need to invest more power and money in the application of automatic control technology. In recent years, many manufacturers have carried out technical transformation of the automatic control system in the key aspects of the production process, such as cooking control, coiling control, slurry control, sizing flow control, paper machine drive, paper machine drying section multi-stage ventilation control (heat pump control) ) and the quantitative detection of moisture, etc., achieved significant results. It is developing in the direction of centralized control of the whole plant. Pulp and paper production can be roughly divided into: pulping section, papermaking section, alkali recovery section, and water treatment section. As an auxiliary section, the alkali recovery section and the water treatment section are also important components in paper production. The DCS control system is also widely used in these two sections. Here, the application of the DCS control system in the two sections of pulping and papermaking is highlighted. 1 Control requirements for pulp and paper production 1. 1 pulping section The automatic control of the pulping section mainly focuses on the control of cooking, refining, pulping and beating. The main control parameters are: liquid level, temperature, pressure, flow and concentration. In terms of process control, there are both logical and sequential control of the fixed speed motor and solenoid valve in the production process; and the P ID adjustment of the process parameters of various valves on the tank and process piping to make the liquid level Parameters such as temperature, pressure, flow rate and concentration meet the requirements of the production process; and control of the variable speed drive requirements of the equipment such as the slurry pump, the cooking tube, the feeding screw machine, and the feeding system. The automatic control system for pulp production is initially a combination of instrument control system and relay logic control system. It is mainly used by the secondary instrument as a controller for automatic control of single or multiple circuits. Many manufacturers have been using it until now, basically one. Independent and separate control, cumbersome operation and labor intensity. With the development of electronic technology, since the late 1980s, the functions and technical concepts of PLC controllers have undergone major changes, beginning with the appearance of a process control system; and with the convenience of configuration and flexibility. Greatly improved, with complex control functions, auto-tuning functions, interrupt switching functions, parameter storage functions, etc., making the entire control process easy. The emergence of new types of operating terminals and touch interfaces, especially the enhanced communication capabilities of PLC controllers, intelligent and dynamic human-machine interfaces are increasingly at key control points in pulp production, such as: digester, disc grinding The application of the control, the squeezer, the heat dispersion, the impurity separator, the pulping, etc. are more complicated. The LCD or plasma display true color operation terminal is configured on the controlled site, which can be easily connected to the PLC through the field bus to form an independent operating system, which can be used as one slave station on the bus or as a product in the complete set of equipment. . The operation terminal and the touch interface display various status parameters according to user requirements. It can be displayed in digital form and in bar graph form; it can also display its related parameters in the form of a trend graph. At the same time, it has various operating functions for parameter setting and logic operation control. In order to clearly reflect the overall and local information of the production process in the control room, the centralized computer is used to centrally monitor, operate and manage the production process. The operator can observe the status of the production process from different screens displayed on the display of the control room, and modify and access various process parameters of the production process on a dedicated operation terminal or directly on the control display. control. 1. 2 papermaking section The production process of the papermaking section is, in terms of control, a multi-equipment coordinated linkage system. The automatic control of the papermaking process is prominently reflected in the transmission control of the paper machine. The paper machine electric drive control system has always been one of the most important parts of papermaking equipment, and it is an extremely important part of the paper machine operation, which directly affects the normal operation of paper production. . Due to the change of paper type, the working speed of the paper machine changes greatly, the ratio of slurry ratio, paper characteristics, and paper machine operation change, so that the speed of the paper machine needs to be adjusted in a wide range; fluctuations of grid voltage, frequency and load It will also cause changes in the speed of the paper machine. The paper will be stretched or contracted in the forming, pressing, drying, calendering, and coiling of the paper machine, and will be subjected to different tensions. Therefore, the paper machine transmission control is required. The system is a stable, precise, synchronized, coordinated shifting drive system. In addition, sizing systems, steam condensate systems, vacuum systems, broke systems, paint preparation systems, etc. are also very important. Considering that the control of these systems is somewhat similar to the DCS control of pulping, it will not be described in detail. This only describes the paper main drive control system. The paper machine generally has a mesh portion, a press portion, a drying portion, a sizing portion, a calendering portion, and a roll paper. The variety of products and the speed of the vehicle have different control requirements. At present, the transmission mode of multi-point partial transmission is adopted almost without exception, which objectively puts forward high requirements for fast, accurate, stable and reliable self-control system; and because of the special importance of paper machine transmission in paper production The general configuration of the paper machine electric drive control consists of a medium or large PLC control unit, a vector type frequency conversion unit, a remote operation terminal and a production management computer. The PRO F IBU S2D P communication protocol is used to form an advanced field bus network, which quickly transmits various production data, executes production instructions, and controls the operating status of each transmission point. Mostly, all digital drive units are used. Its communication function is strong, with a variety of communication protocols; a wide range of parameters, can be applied to a variety of applications; can automatically test the load characteristics to achieve system optimization; can automatically load compensation through flux current control; can meet the paper industry Various special process requirements, such as torque control, tension control, coil diameter calculation, etc.; many protection functions, such as over temperature, over voltage, under voltage, out of step, grounding error, etc.; built-in ramp wave integral generator, can produce Various points of time, etc. Practice has proved that since the digital drive unit of the paper machine has greatly improved the control precision and the safety and reliability of the system, it has been able to fully meet the needs of large-scale and high-speed development of paper machines. The touch color operation terminal can be installed at the operation site of the main drive system of the paper machine, or it can be in the form of a traditional console button. The operation terminal has pictures of different objects, such as line speed, load, bar graph and trend, text or graphic list, and can input and switch process values, such as start, stop, run, crawl, speed fine adjustment, load balancing. Wait for the operation; and have a fault alarm and a special status prompt. 2 DCS control system implementation and composition DCS, the distributed control system, also known as the distributed computer control system, is a new type of control technology that uses computer technology to centrally monitor, operate, manage and decentralize the production process. It is developed by computer technology, signal processing technology, measurement technology, communication network technology, CRT display technology and human-machine interface technology. It is different from the decentralized instrument control and different from the centralized computer control system. It has the versatility, the system can be flexibly configured, the control function is complete, the display operation is centralized, the human-machine interface is friendly, and the operation is safe and reliable. It is of special significance to improve the automation level of the production process, improve product quality and increase labor productivity. The DCS distributed control system is structured to distribute acquisition and control across multiple field control stations, while concentrating operation and monitoring functions in one or more operator stations. It uses standardized, modular and serialized products from the hardware, and is hot-swappable for easy maintenance. Each workstation on the system is connected through a network interface, and the system's real-time control network allows system resources to be shared. The application of the communication bus makes the original complicated and cumbersome wiring work much simpler, and also saves a lot of wiring materials. The control object of the control system is various parameters in production. These parameters pass through different transmitters, transmissions, etc., and finally in analog and digital quantities. 2 major types of signals are sent to the nearest station. Each station is digitally controlled by a small programmable controller PLC (mainly for complex control devices such as impurity separators, heat dispersers, etc.) or remote IöO stations, via the field control bus PRO F IBU S2D P mode. The relevant information is sent to the automatic control master station programmable controller PLC at a baud rate of 9.6 K to 12 M. The main station programmable controller PLC performs the logic operation according to the process requirements and the chain relationship according to the process requirements, and the data is processed and then sent to each execution institution or display terminal through each station. In the pulping process, because of its many control points, the PLC main station uses a large controller to form an automation center control system. The system can be placed centrally or distributed in the field remote IöO station. The inverter completes the drive of the shifting device during the pulping process. The transmitter converts the liquid level, temperature, pressure, flow and concentration real-time data into a standard signal of 4 to 20 mA and sends it to the remote IöO station. Devices with complex control requirements can be independently controlled and operated with a small PLC and touch screen, or they can be connected to the DCS system as a slave. In order to facilitate the operator and take into account the needs of process engineers and control engineers, several touch screens or two upper-level monitors are configured as a general-level operator station or engineer station to operate and control the field devices. Use a two-core shielded cable between the sites – the PRO F IBU S2D P bus. Its structure is shown in Figure 1. In the papermaking drive, the PLC main station uses the medium and large controllers to form the automation center control system. The main slave station is the inverter controller, and the touch screen replaces the original console. The inverter control method used varies depending on the product type. Today, the rich inverter market offers us the choice of different projects. According to the process requirements, the PLC main station organically connects the inverter controllers in the form of a speed chain. The load distribution in the paper machine drive can be done either by the programmer at the PLC master station; the main ö slave drive point can be connected by fiber optic cable through a dedicated interface to form an independent main drive station. The latter method is used in the example. Its structure is shown in Figure 2. Easy to expand and have a variety of network communication capabilities; With a distributed architecture, the remote intelligent interface provides digital and analog IöO units of various voltage and protection levels. 3 small knots Silicon TVS / TSS:
Diode TVS (Transient Voltage Suppressor), also known as Transient suppression diodes, is widely used a new type of high efficient circuit protection device, it has a fast response time (the nanosecond) and high surge absorbing ability.When it ends of stand moments of high energy shock, TVS can bring the two ends at high rate from high impedance to a low impedance between impedance values, to absorb a large current moment, put it at both ends of the voltage restraint on a predetermined value, thus protecting the back of the circuit components are not affected by the impact of the transient high pressure spikes.
Silicon TVS Transient Voltage Suppresso,Silicon TSS Transient Voltage Suppresso YANGZHOU POSITIONING TECH CO., LTD. , https://www.cndingweitech.com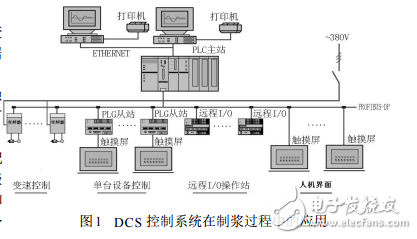
The above two structural principles are typical examples of our success in practical work. The application of the DCS control system greatly enhances the level of production automation, improves product quality and production efficiency, reduces the labor intensity of operators, and facilitates maintenance and repair of workers. It is the many advantages of the DCS control system that has been used more and more.
Application of DCS Control System in Pulp and Paper Production
DCS software system